


You want materials that last longer and work better in your chemical plant. Nano anti-corrosion steel for chemical plant gives you three big benefits. It has stronger resistance to harsh chemicals. It has higher structural strength. It has lower lifetime costs. Many industries now pick advanced nano-coatings because:
They make things last longer in corrosive places
They help lower the need for fixing things
They help keep operations safe and strong for a long time
Jinlisheng’s solutions help you focus on reliability, safety, and saving money.
Key Takeaways
Nano anti-corrosion steel protects well from strong chemicals. This helps your equipment last much longer.
Jinlisheng's hot-dipped galvanized steel lowers maintenance costs a lot. You save both time and money with it.
Nano anti-corrosion steel stays strong and tough in hard places. Its structure keeps it durable for a long time.
Using nano coatings keeps your plant safe and working well. This means less downtime and fewer repairs.
Jinlisheng's aluminum-zinc steel is good for the earth and can be recycled. It lasts a long time and saves money, which helps your budget and the environment.
Nano-Coating Protection for Chemical Plants

Image Source: pexels
Enhanced Resistance to Harsh Chemicals
Chemical plants have harsh environments every day. Nano anti-corrosion steel for chemical plant gives strong protection. Nano-coatings use very small particles to make a thick shield. This shield stops acids, alkalis, and salts from touching the steel. It protects better than normal coatings.
Nano-coatings have special layers that block chemicals from the steel.
Nanoscale domains make the coating last longer and stay strong.
Tests show nano-coatings lower corrosion and increase resistance.
Green nanoparticles and corrosion inhibitors make the shield even better. Scientists checked these materials with weight loss tests and electron microscopes. They found nanocomposites sized 204 to 416 nm work well. Using plant extracts with ZnO nanoparticles gives up to 87.43% inhibition efficiency. This keeps your equipment safe from chemical harm.
Jinlisheng Hot-Dipped Galvanized Steel Performance
Jinlisheng’s hot-dipped galvanized steel is great for chemical plants. You can use it for containers, buildings, and storage tanks. The zinc layer acts as a wall and slows down rust much more than plain steel.
Performance Aspect | Description |
|---|---|
Corrosion Resistance | Zinc coating fights rust better than iron or steel. |
Corrosion Rate Comparison | Zinc rusts about 1/30 as fast as steel, so equipment lasts longer. |
Environmental Suitability | Works inside and outside, in chemical storage, fresh water, sea water, dirt, and concrete. |
Long-term Exposure Data | Over 100 years of use in tough places shows it is reliable. |
Cost-Effectiveness | No-maintenance protection saves money for many years. |
You can see these good results in real chemical plants. Jinlisheng’s steel keeps containers and buildings safe, even with strong chemicals. You spend less time and money fixing things. If you want to know more about Jinlisheng’s hot-dipped galvanized steel, visit the product page.
Nano anti-corrosion steel for chemical plant helps protect your equipment and keeps your plant working well.
Structural Integrity with Nano Anti-Corrosion Steel

Image Source: pexels
Long-Term Strength in Chemical Plant Environments
You want steel that stays strong in tough places. Nano anti-corrosion steel for chemical plant keeps its strength for a long time. The nano-engineered surface makes a thick, strong layer. This layer stops harmful things from reaching the steel. It helps the steel last longer and not wear out fast.
Tests show nano-engineered steel, like Ce-modified super-duplex stainless steel, is better than normal steel. The tiny structure makes the surface even and thick. This helps the steel stay strong and not break down quickly. You get steel that can handle chemicals every day.
Here is a table that shows how nano anti-corrosion steel works in different situations:
Condition | Tensile Strength (MPa) | Hardness (HV) |
|---|---|---|
Dry | 299.5 | 46 |
Wet | 280.9 | 40 |
Dry (Microparticles) | 296.5 | N/A |
Wet (Microparticles) | 275.4 | N/A |
Dry (3 wt% Al2O3) | N/A | 46 |
Wet (3 wt% Al2O3) | N/A | 40 |
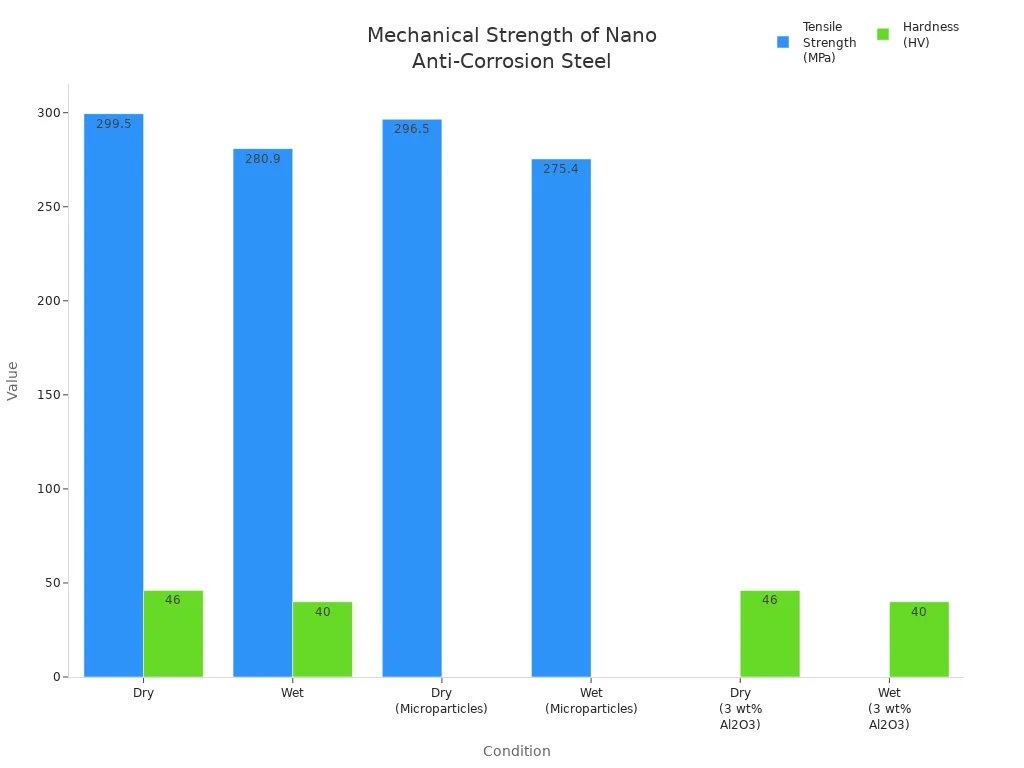
The steel stays strong and hard, even when wet. This means your machines last longer and break less.
Long-term tests show nanotechnology makes steel last longer in chemical plants. New ways, like using many layers and superhydrophobic surfaces, help the steel fight rust for years. You can feel safe knowing your plant will stay strong and work well.
Jinlisheng Non-Patterned Galvanized Coil Advantages
Jinlisheng’s non-patterned galvanized coil and steel sheet give more protection in chemical plants. The zinc layer acts like a shield and stops rust. It keeps the steel strong. You can use these for tanks, pipes, and building frames.
The coil keeps its shape and strength for many years.
The smooth surface is easy to clean and check.
You save time and money on fixing and replacing things.
Tip: If you pick Jinlisheng’s non-patterned galvanized coil, you get a product that meets world standards and fits your plant.
With these benefits, your plant’s buildings will stay strong and safe. Nano anti-corrosion steel for chemical plant helps you have less downtime and keeps your plant working well.
Service Life & Cost Savings in Chemical Plants
Lifecycle Benefits of Nano Anti-Corrosion Steel
You want your equipment to last a long time. Nano anti-corrosion steel for chemical plant helps with this. This steel does not rust or get damaged by chemicals easily. Your tanks, pipes, and buildings stay strong for many years. You do not need to fix or replace them often.
Many companies now use nanocoatings. They want their equipment to last longer. You see this in ships, cars, and planes. These coatings protect important parts and save money.
Nanocoatings are popular because they last a long time.
Car and factory companies use them to stop rust.
New coatings help the planet and work better.
Look at how nano anti-corrosion steel for chemical plant compares to regular steel:
Benefit | Nano Anti-Corrosion Steel | Traditional Steel |
|---|---|---|
Corrosion Resistance | Superior | Moderate |
Maintenance Costs | Reduced | Higher |
Sustainability | Increased | Lower |
You get better protection and spend less money. This steel is also better for the environment. Your plant works well and does not stop for repairs.
Jinlisheng Aluminum-Zinc Steel Value Proposition
Jinlisheng’s hot-dipped aluminum-zinc steel gives you more value. This steel does not rust for many years, even with strong chemicals. You can use it for walls, air ducts, and tanks. It is light, easy to put in, and does not need much care.
Here are some facts about Jinlisheng aluminum-zinc steel and the environment:
Sustainability Metric | Description |
|---|---|
Recyclability | You can recycle it. Most steel in the world is recycled. |
It lasts over 50 years in the country and 25 years in tough places. | |
Energy Efficiency in Production | It uses less energy to make than stainless steel. This means less pollution. |
Minimal Maintenance Requirements | It lasts a long time, so you fix it less. This helps the environment. |
Reduction of Material Waste | The coating makes it last longer, so you throw away less. |
Tip: If you pick Jinlisheng aluminum-zinc steel, you save money and help the planet.
You can read more about Jinlisheng’s aluminum-zinc steel here. If you want to see more choices, look at Jinlisheng’s full product range.
Nano anti-corrosion steel for chemical plant helps you spend less over time. You get longer use, less fixing, and a cleaner world.
Nano anti-corrosion steel for chemical plant lasts longer in three main ways. The coatings make a tough shield that stops harsh chemicals. Self-healing features fix small scratches by themselves. This keeps the steel safe. UV resistance helps the steel stay strong in the sun. You spend less money and have fewer breaks when you use Jinlisheng’s advanced steel. Your plant stays safe and works well. Want to make your plant better? Check out Jinlisheng’s products or ask us for more info.
FAQ
What makes nano anti-corrosion steel better for chemical plants?
Nano anti-corrosion steel has special coatings. These coatings stop chemicals and water. Your equipment gets better protection. It stays safe in tough places.
How does Jinlisheng’s steel reduce maintenance costs?
Jinlisheng’s steel does not rust or get damaged easily. You do not need to fix things often. This saves you time and money.
Can you recycle Jinlisheng’s nano anti-corrosion steel?
Yes, you can recycle Jinlisheng’s steel. Most of their steel products can be recycled. This helps you care for the environment.
Where can you use Jinlisheng’s nano anti-corrosion steel?
You can use it for tanks, pipes, walls, and containers. It works well in chemical plants and wet places.
How long does Jinlisheng’s aluminum-zinc steel last?
Jinlisheng’s aluminum-zinc steel lasts more than 25 years. You get strong steel and need fewer replacements.